Liebe Community
Ich eloxiere nun seit einiger Zeit, habe jedoch immer wieder mit den gleichen Problemen zu kämpfen. Meistens erhalte ich beim Werkstück in der Nähe der Kontaktierung eine Zone wo die Farbe nicht oder schlecht angenommen wird.
Hier mein Aufbau und Details:
Legierung: Standard Aluminiumlegierung
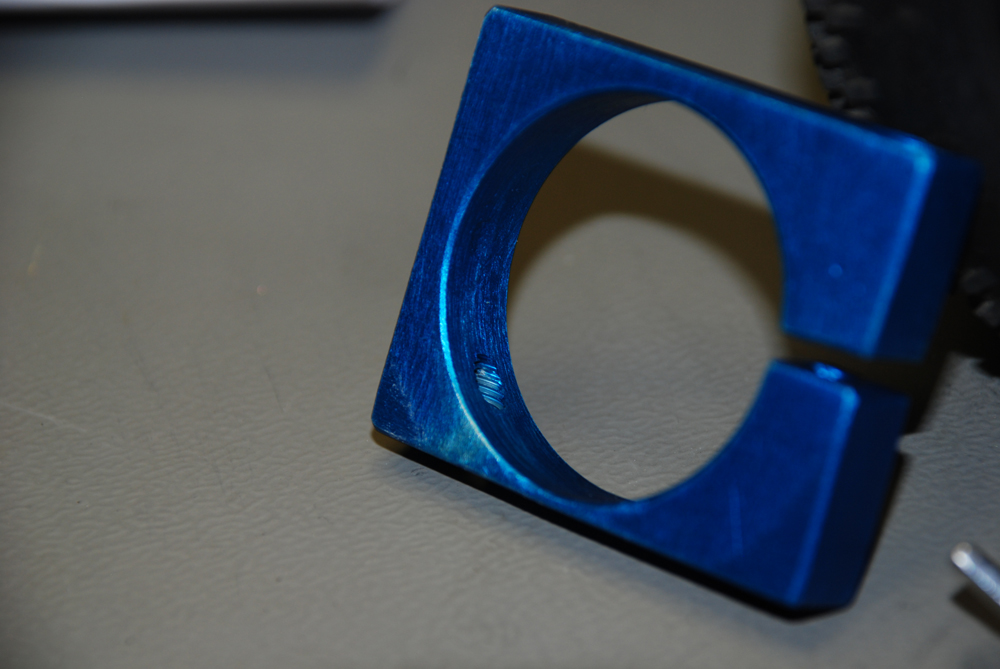
Geometrie: siehe Bild (ca. 50x60x10mm)
Overflächenbehandlung: Schleifen mit Schleifpapier, Reinigung mit Nitroverdünner, Beizen mit Natriumhydroxid ca, 50mg/L für 2min
Aktivierung mit 20% Salpetersäure für ca. 20 Sekunden
Badgrösse: 15 Liter
Säure: 16% Schwefelsäure mit Harteloxierzusatz des Shops
Badtemperatur: 17 Grad
Kühlung: keine, Überwacht mit Temperatursensor
Badumwälzung: Getriebemotor mit Luftschraube (Welle und Schraube komplett aus Kunststoff)
Aufhängung: Titandraht und Titanschrauben mit Unterlegsscheiben
Stromquelle: Vollgeregeltes Labornetzgerät mit max 36V, 3A
Dauer: Einstellung Stromquelle: 1.5A, Dauer: 60min
Oberfläche der Werkstücke: 2 x 50cm2
Spühlung: je 1min unter starken Wasserstrahl, danach in dest. Wasser
Färbung: mit Farben des Shops bei 55 Grad und 20min
Sealing: einstufig 1h bei >96Grad, mit Sealinglösung des Shops
Danke für eure Einschätzungen und Inputs!
Laurin



")